W dzisiejszym blogu przedstawimy wam dostępne technologie produkcji wyrobów laminatowych.
Zanim przejdę do opisywania samej technologii postaram się w kilku słowach opisać elementy wspólne dla wszystkich metod laminowania. Aby wykonać wyrób laminatowy w dowolnej technologii w pierwszym kroku należy wykonać formę na której wyroby będą wykonywane. Forma stanowi tzw. Negatyw samego wyrobu z której „odbijane” są pożądane przez nas wyroby gotowe.
Aby wyprodukować formę należy odwrócić proces tzn. najpierw stworzyć model wyrobu który będziemy produkować, a na jego bazie wykonać formę. Dzisiaj najprostszą, najszybszą a zarazem najdokładniejszą metodą produkcji modelu jest jego wycięcie na podstawie modelu 3D w programie komputerowym, a następnie z odpowiednio sklejonego drewna przy użyciu 5 osiowej frezarki CNC wycięcie właściwego modelu. Technologia wykonania formy jest bardzo zbliżona do laminowania ręcznego z tą różnicą, że do jej produkcji używa się specjalnych materiałów pozwalających na późniejsze wielokrotne wykorzystanie formy w produkcji. Część laminatowa formy jest następnie wzmacniana konstrukcją (drewnianą, a częściej stalową) nadającą formie sztywności oraz ułatwiającą operowanie w trakcie samego laminowania.
Przedstawienie technologii laminowania zaczniemy od najstarszej, a zarazem najprostszej metody, choć ciągle stosowanej, czyli metody ręcznej. Jak sama nazwa wskazuje, w tej metodzie wszystkie etapy laminowania wykonywane są ręcznie. Jednym z pierwszych etapów jest nakładanie na formę żelkotu który będzie wierzchnią warstwą wyrobu. Żelkot można nakładać na formę zarówno ręcznie przy użyciu pędzla, ale można do tego również wykorzystać maszynę natryskującą żelkot na formę. W kolejnym kroku na odpowiednio podeschnięty żelkot nakłada się kolejno warstwy laminatu. Najpierw nakładamy żywicę, na którą nakładamy matę szklaną. Tak nałożoną matę dociskamy ręcznie przy użycia pędzla lub wałka. Taka kolejność (najpierw żywica później zbrojenie) pozwala na łatwiejsze odprowadzenie pęcherzyków powietrza z laminatu. W kolejnych krokach powtarzamy czynność nakładając kolejne warstwy żywicy i zbrojenia, aż do uzyskania żądanej grubości. Po nałożeniu wymaganej ilości warstw kończymy laminowanie. Po wyschnięciu wyrób jest wyjmowany z formy i poddawany dalszej obróbce (szlifowaniu, wykańczaniu). Laminat nabiera pełnych właściwości po tzw. wygrzaniu. W zależności od zastosowanego systemu (żywica + utwardzacz) poddajemy wyrób wygrzaniu przez konkretny czas w konkretnej temperaturze. Oba te czynniki są od siebie zależne, tzn. im wyższa temperatura wygrzewania tym krótszy jego czas.
Kolejną metodą laminowania którą dzisiaj opiszemy jest RTM (Resin Transfer Moulding). Metoda ta polega na wykonaniu dwóch części formy (męskiej i żeńskiej). Forma odwzorowuje dokładnie wyrób. Na jedną połowę formy nakładane jest suche zbrojenie (mata, tkanina, inne materiały), następnie forma jest zamykana jej drugą połową. W tej technologii żywica wtłaczana jest do formy pod ciśnieniem, dzięki czemu wypełnia ona dokładnie zbrojenie eliminując powstawanie pęcherzyków powietrza. Przesączenie żywicą odbywa się poprzez uzyskanie różnicy ciśnień na wlocie i wylocie żywicy. W przypadku RTM na wyjściu mamy ciśnienie atmosferyczne, a żywica wtłaczana jest pod ciśnieniem max 100 bar.
Inną odmianą technologii RTM jest technologia LRTM (Light RTM). W tej technologii również wykorzystuje się formy dwuczęściowe, przy czym górna część formy nie musi być mieć tak sztywnej konstrukcji jak w przypadku RTM. Spowodowane to jest faktem, że w technologii LRTM wtłacza się żywicę pod znacznie niższym ciśnieniem wspomagając jest przepływ wytwarzając podciśnienie na wylocie. Dzięki użyciu niewielkich ciśnień na wlocie (1,2 bar) i wylocie (-0,7 bar), na przeciw formę nie oddziałuje tak duże ciśnienie jak w przypadku metody RTM. Z tego właśnie powodu metoda nosi nazwę Light. Wypełnienie czyli zbrojenie stosowane w metodzie LRTM jest identyczne jak przy metodzie RTM.
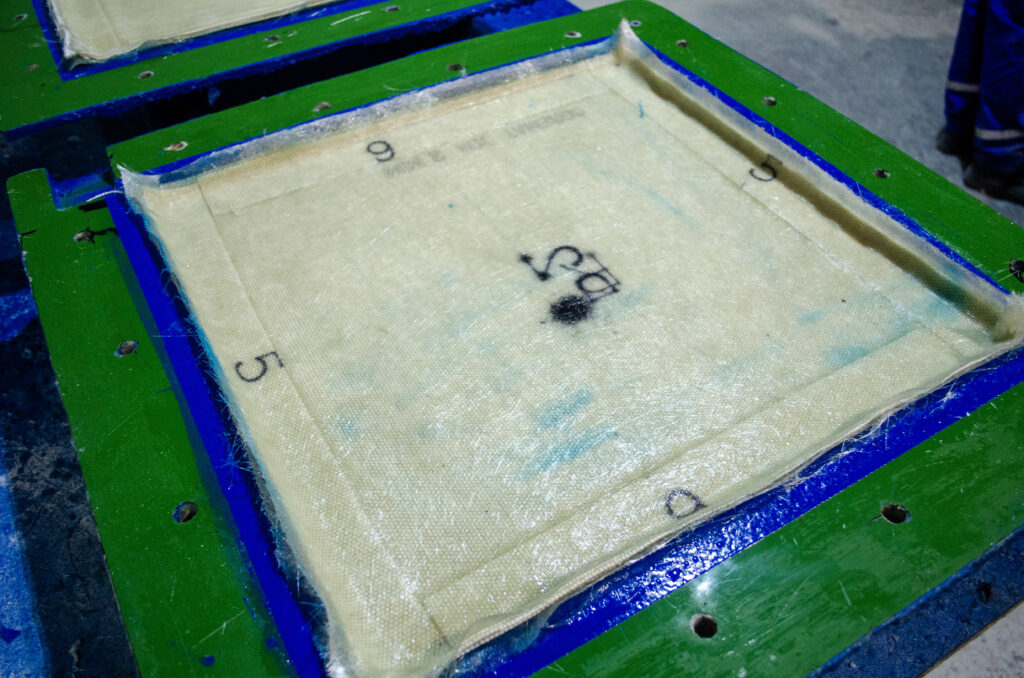
Ostatnią metodą laminowania jest podobnie jak poprzednio metoda polegająca na wykorzystaniu różnicy ciśnień podczas przesączania żywicy. Jest nią metoda infuzji (vacuum injection). W technologii tej żywica jest zasysana do formy poprzez obniżone ciśnienie wytworzone przez instalacje próżniową. W tej metodzie przeciw formą może tzw. worek foliowy. Różnica ciśnień powoduje transmisję żywicy przez zbrojenie, równocześnie worek foliowy skutecznie dociska zbrojenie do formy, powodując jego większą kompresje. Aby usprawnić transfer żywicy na większych elementach, można zastosować system kanałów rozprowadzających, ułatwiających jej równomierne rozprowadzenie.