In this blog we will show you available technologies related to manufacture of laminate products. Before I get down to describing the very technology, I will tell you a few words about what connects all lamination methods.
To make a laminate product in any technology, you need to start from a mold used to produce it. The mold is the so-called product negative that is used to “reflect” the ready-made products you desire.
To produce a mold, you have to reverse the process. In practice it means that you need to create a model of the item you will manufacture and then make the mold on this basis. Today the simplest, fastest and most precise method of producing models is cutting them out on the basis of a 3D model in PC software. Then it is all about using a 5-axis CNC milling machine to cut the model out of the properly glued wood. The mold technology is very similar to manual lamination, except that it requires the use of special materials that allow further re-use of the mold in production. The laminate part of the mold is then strengthened with a structure (wooden and more often steel) that makes the mold rigid and makes operation during lamination easier.
Let’s start presenting the lamination technology from the oldest and simplest method, yet still often used, that is manual method. As the name suggests, in this method all lamination stages are based on manual work. One of the first steps is to apply a gel coat on the mold that is to serve as an outer layer of the product. The gel coat can be applied on the mold manually with a brush or you can choose a gel-coat spraying machine. In another step, subsequent layers of the laminate are applied on a properly dried gel coat. At first you pick resin on which you apply a glass mat. Manually press the mat with the use of the brush or roller afterwards. Such an order (resin first, then reinforcement) allows you to easily remove air bubbles from the laminate. Later you repeat the same procedure by applying subsequent layers of resin and reinforcement until you obtain the required thickness. After applying the required number of layers, you can finish lamination. When fully dry, the product is removed from the mold and subject to further treatment (grinding, finishing). The laminate becomes fully capable after the so-called tempering. Depending on the system you use (resin + hardener), the product is tempered for a specific period of time at a specific temperature. Both these factors are dependent upon each other. The higher the temperature, the shorter the time.
Another lamination method we are going to describe today is RTM (Resin Transfer Moulding). This method is concerned with making two parts of the mold (male and female). The mold is a precise reflection of the product. The dry reinforcement (mat, fabric, other materials) is applied on one half of the mold. Then the mold is enclosed with the other half. In this technology, the resin is forced into the mold under pressure thanks to which it fills the reinforcement carefully and eliminates existent air bubbles. Resin filtering is possible through assurance of pressure differences at the inlet and outlet of the resin. With regard to RTM, the atmospheric pressure is at the outlet, and resin is forced under the pressure of max. 100 bars.
The other variant of the RTM technology is LRTM (Light RTM). In this technology, two-part molds are used as well, yet the upper part of the mold does not have to be as rigid as in RTM. This is beause in LRTM you force resin under a way lower pressure, supporting the flow by producing negative pressure at the outlet. Thanks to low pressure at the inlet (1,2 bars) and outlet (-0,7 bar), the counter-mold is not affected by such a high pressure as it does in RTM method. For this reason this method is referred to as Light. Filling, that is reinforcement, used in the LRTM method is identical to RTM method.
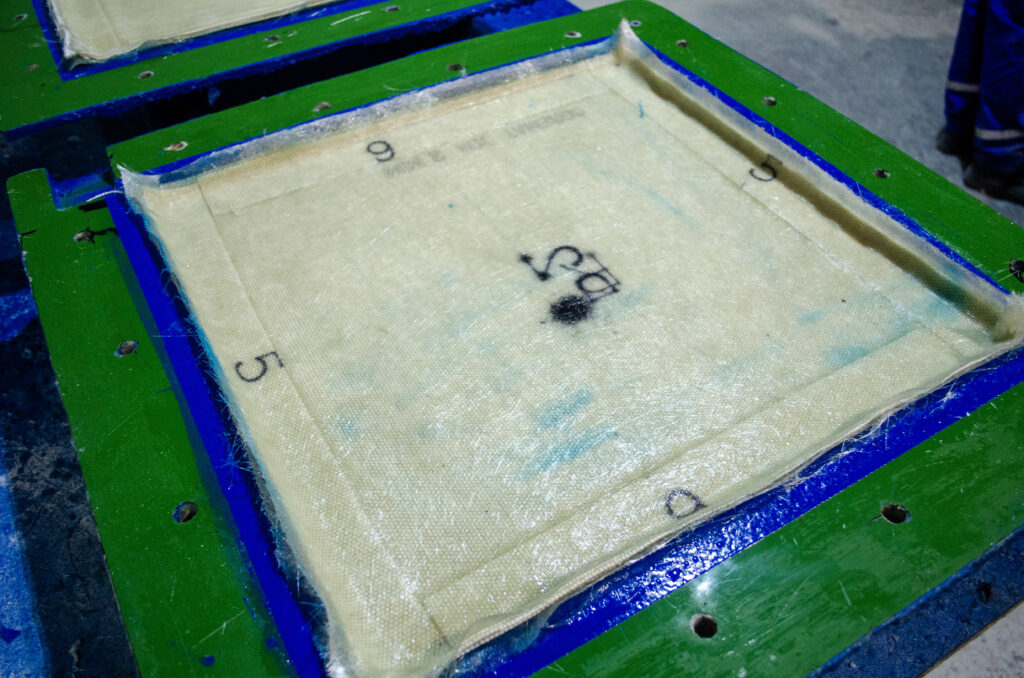
Similar to previous equivalents, the last lamination method is concerned with using the pressure differences while the resin is filtered. This is an infusion method (vacuum injection). In this technology, resin is sucked into the mold through a lower pressure generated by the vacuum system. In this method, the counter-mold can be the so-called plastic bag. The pressure difference leads to resin transfer through reinforcement, and simultaneously the plastic bag successfully presses the reinforcement agains the mold, resulting in increased compression. To improve the resin transfer on larger elements, it is possible to use the distributing channel systems that facilitate their uniform arrangement.